- Home
- About us
- Products
Browse By
Product
- A0000 | Stainless Steel Slatband Chains
- B0000 | Plastic Slatband Chains
- C0000 | Chain Sprockets
- D0000 | Chain Idler Wheels
- E0000 | Modular Belts
- F0000 | Modular Belt Sprockets
- G0000 | Corner Tracks/ Curves/ Bends/ Straight Sections
- H0000 | Chain And Belt Return Systems
- J0000 | Side Guide Solutions
- K0000 | Side Guide Bracket Solutions
- L0000 | Frame & Support Structures
- W0000 | Wear Strips & Chain Guide Solutions
- Solutions
Browse By
Solution
- Chemical-Resistant Applications
- Cold/Freezing Temperatures Applications
- Dry Running Applications
- Dynamic Transfer System Applications
- Extra Low Friction Applications
- High Performance Polymer Applications
- Low Back Pressure Applications
- Metal-free Polymer Applications
- RubberTop Applications
- Ultra-High Temperature Polymer Applications
- Modular Belt Applications
- Plastic and stainless steel slatband chain Applications
- Chain Sprockets and Idler Wheel Applications
- Conveyor Support Component Applications
- Conveyor Audits
- Reverse Engineering
- Conveyor Insights
- Contact us
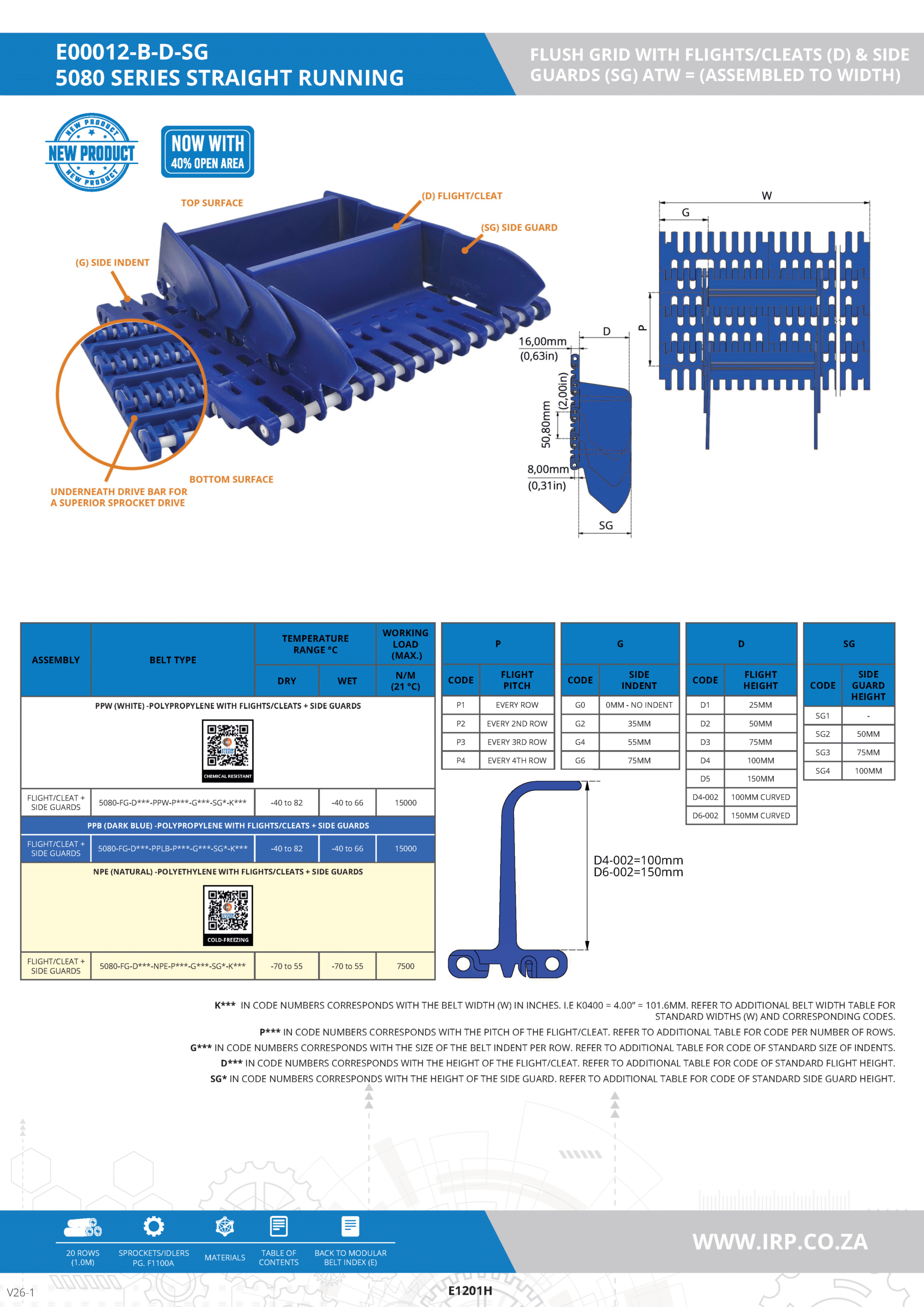
 with flightts/cleats (d) & side guards (sg)")
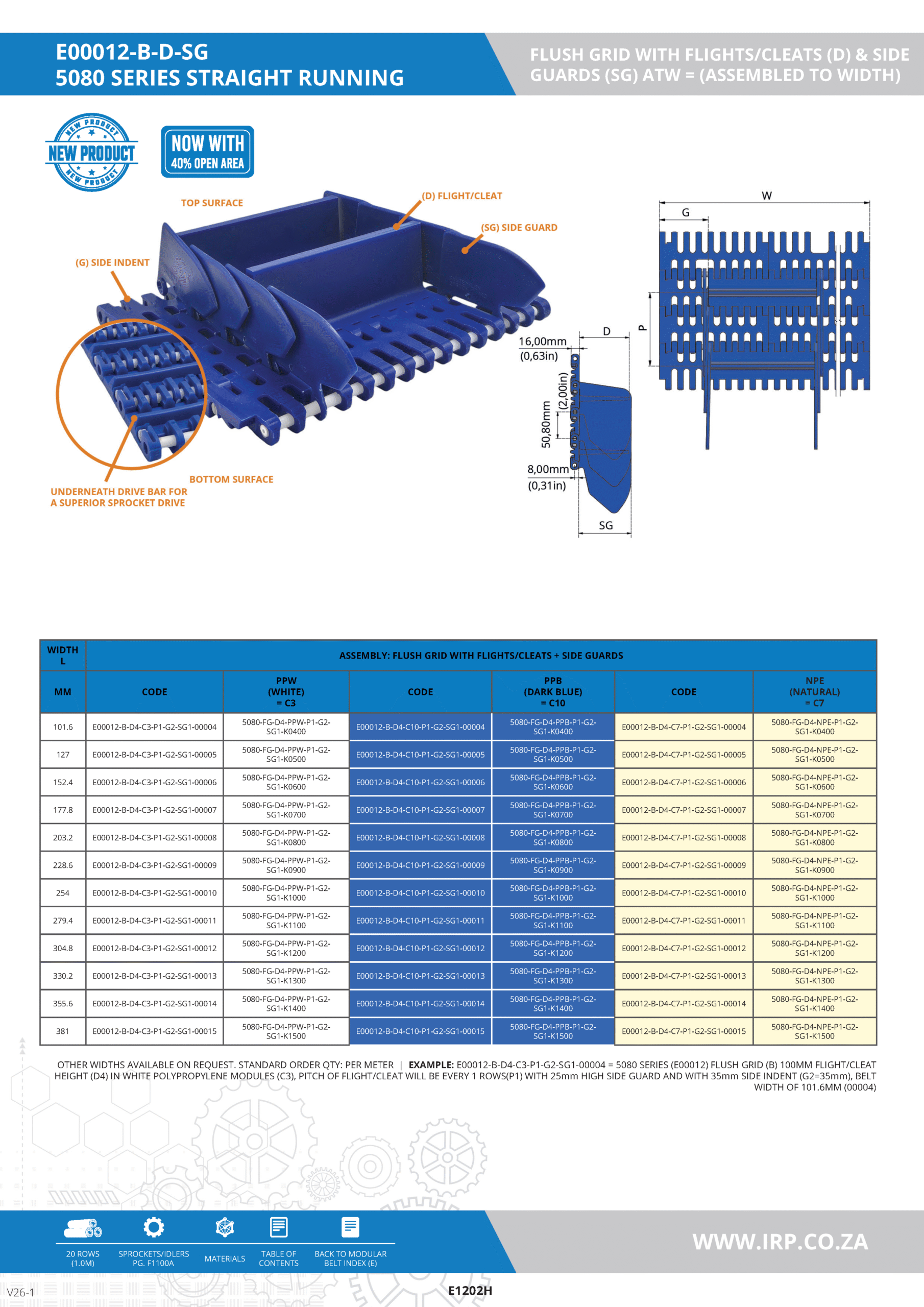
 & SIDE GUARDS (SG) ATW = (ASSEMBLED TO WIDTH)")
 & SIDE GUARDS (SG) ATW = (ASSEMBLED TO WIDTH) (3)")
 & SIDE GUARDS (SG) ATW = (ASSEMBLED TO WIDTH) (2)")